- 聯(lián)系我們
- 河北誠(chéng)石軸承有限公司
- 河北省邢臺(tái)市臨西縣軸承工業(yè)區(qū)
- 13630898255 13473192555 微信同號(hào)
- 0319-8577989(傳真)
- m.qqmabi.net
xsjszcz@126.com
18936293836
短信碼登錄
密碼登錄
獲取短信驗(yàn)證碼
高線廠精軋機(jī)組常見事故原因及解決方案
2025-06-05
1
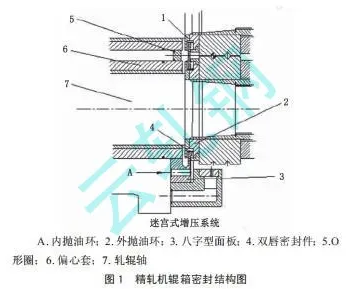
、常見事故解析及解決方案1.1軋輥軸密封原理
內(nèi)、外拋油環(huán)安裝在軋輥軸的軸肩處
,雙唇密封安裝在八字面板上 ,密封與內(nèi)、外拋油環(huán)的內(nèi)表面接觸
,并給予一定的預(yù)緊壓力。密封和八字形面板保持靜態(tài)
,內(nèi)外拋油環(huán)隨軋輥軸高速同步旋轉(zhuǎn)
。密封唇口向內(nèi)收縮產(chǎn)生壓力, 形成密封區(qū)域
,同時(shí)密封將積存在周邊的由輥軸高速旋轉(zhuǎn)帶動(dòng)的潤(rùn)滑油甩出
,使其回到油箱。密封結(jié)構(gòu)見圖1
。
1.2輥箱進(jìn)水原因分析
(1)外拋油環(huán)與八字形面板配合間隙過大
,高壓冷卻水由間隙進(jìn)入拋油環(huán)與密封間,從而將雜質(zhì)帶入造成密封唇損壞
;或內(nèi)外拋油環(huán)對(duì)密封的壓緊量不當(dāng)
,造成輥箱進(jìn)水。
(2)因安裝或事故
,八字形面板變形
,破壞輥箱和八字形面板的密封條件
;密封圈、偏心套等部件安裝不當(dāng)
, 出現(xiàn)配合間隙
,造成輥箱進(jìn)水。
(3)雙唇密封的材料耐油性能不足
,造成密封唇部在高溫下與軋輥軸形成干摩擦
,加速密封老化,造成密封失效
。
久久99国产精品久久
|
日本不卡不码高清免费观看
|
麻豆果冻传媒2024精品传媒一区下载
|
五月四房色播
|
亚洲精品区
|
福利二区视频
|
亚洲国产人久久久成人精品网站
|
久久99精品久久久久久久不卡
|
老湿机在线
|
国产成年人视
|
成人免费三级
|
三级片免费看
|
夜夜操夜夜干
|
成人午夜天
|
爱豆传媒影院
|
91综合精品
|
国产乱子轮|
日本精品人妻
|
亚洲色图偷拍
|
日韩一区在
|
国产又色又爽又刺激的A片
国产又色又爽又黄的A片
|
免费观看又色又爽又黄的校园
|
精品人妻无码一区二区三区蜜桃一
|
成熟交BGMBGMBGM日本
|
狠狠干狠狠艹
|
日韩av专区|
伊人久久丁香色婷婷啪啪
|
一区二区久久久久草草
|
日韩女人性开
|
国产精品啪
|
国产精成人品
|
黑料不打烊668SU痞幼视频
|
成人无码毛片
|
国产精品男女
|
国产偷自拍
|
欧美毛视频
|
荡公乱妇翠翠
|
性插在线观看
|
女主播一区
|
A片黄色网址
|
午夜福利色色
|
熟妇熟女乱
|
三级网址视频
|
成人国产在线
|
日本高清免费aaaaa大片视频
|
美女毛片网站
|
夜夜视频5
|
五月四房色播
|
91国自产|
狠狠干狠狠艹
|
日屄视频观看
|
日韩午夜专区
|
激情五月黄
|
亚洲VA欧美VA天堂V国产综合
|
97在线资源站
|
久久99国产精品久久
|
91人妻网
|
超碰人人草
|
中文乱码字幕视频观看网站免费
|
含羞草无码
|
G0GO人体大尺香蕉
|
日本三级电影在线看
|
日韩欧美变态
|
三级视频网
|
国产96在线
|
福利视频深夜
|
国产尤物在线
|
超碰人人爱|
东京热系列
|
三级无码视频
|
国产黄色A片|
综合五月天
|
我要看免费毛片
|
欧美疯狂做爰XXXX高潮
|
a级片大全|
97色伦图区97色伦综合图区
|
国产美女网站
|
国产一级特黄高清免费下载
|
小小水蜜桃视频高清在线观看1
|
午夜小电影成人福利片
|
中文 有码 亚洲 自拍 偷拍
|
88永久华人
|
涩涩电影网
|
谁有A片网址|
深夜福利姬
|
日韩欧美福利
|
国产三级资源
|
麻豆AV电影|
三级视频网
|
久久99精品久久久久久久不卡
|
久久人人玩人妻潮喷内射人人
|
无码高潮又爽又黄A片软件
无码激情做A爰片毛片A片日本
|
操欧洲女人
|
亚洲色老头
|
狼友在线视频
|
最近韩国日本免费观看MV免费版
|
熟女泄火一区二区三区在线
|
久久99国产精品久久
|
能看的黄色网
|
我可以再往深处一点吗视频
|
日韩国产免费
|
国产一区久久
|
亚洲激情区
|
动漫精品一区
|
综合久久综合
|
中文字幕人妻熟女在线
|
日本强伦姧人妻无码视频
|
国产三级国产
|
人人看人人爽
|
国产熟妇的荡欲午夜视频
|
成人无码T髙潮喷水A片小说
|
五月丁香免费
|
亚洲日本视频在线
|
日韩一级a|
www色网|
自拍偷拍第页
|
91黑丝高跟|91黑丝美女|91黑丝视频|91黑丝在线|91户外露出|91华人在线|91黄瓜视频|91黄软件
|
成年在线观看免费高清完整版视频
|
AV日韩精品|
国产97色
|
www.三级.com
|
国产不卡高清
|
成人午夜天
|
成人国产免费
|
久久99精品久久久久久久不卡
|
毛片在线观看地址
|
东京热不卡
|
少妇被粗大的猛烈的进出69影院
|
天天综合色
|
日韩精品a人
|
国产1区2区三区不卡
|
小小水蜜桃视频高清在线观看1
|
激情都市亚洲
|
日韩变态另类
|
亚洲人成一区
|
夜福利网站|
2024伊人查蕉在线观看
|
在线天堂资源
|
青青草大香焦在线综合视频
|
国产性交在线
|
日韩二三区|
美女视频毛片
|
国模吧在线
|
黄色日本视频
|
国产精品国产三级国产an不卡
|
人人爱人人爽
|
日韩激情网站
|
米奇777色狠狠8888影视
|
伦理一区二区
|
三级成人网
|
东京热不卡
|
深夜福利不卡
|
站长推荐国产精品视频
|
99re5久久在热线播放
|
欧美日韩一区二区三区四区在线观看
|
99久久精品国产一区二区小说
|
成人无码区免费A片视频韩国
|
无码中文字幕
|
中文字幕99
|
久草视频福利
|
精品久久久久香蕉网
|
中文字字幕在线中文乱码2024
|
天天躁了天天躁了天天躁
|
日本草逼网|
三级毛片黄色
|
亚洲啪啪网
|
三级网站网址
|
成人无码区免费A片视频韩国
|
精品欧美一区二区3d动漫
|
一本高清无码
|
国产免费无码
|
久久免费公开视频
|
岛国一区二区
|
男女一区二区三区免费
|
天天爽夜夜爽
|
一级做a爰片久久毛片16
|
午夜色色色
|
亚洲夜夜操
|
无码专区一
|
高清无码毛片
|
成人国产经典
|
91电影院|
国产你懂得
|
在线天堂√
|
久久国产精品免费
|
久久不卡精品
|
中文字幕人妻熟女在线
|
岛国无码精品
|
深夜福利不卡
|
91免费观
|
日本无码免费一区二区不卡的视频
|
夜夜夜夜操|
草草影院永久发布地址
|
亚洲精品国产v片在线观看
午夜副利电影手机高清在线直播app下载
|
怡春院AV
|
四川W搡BBB搡WBBB搡
|
西西人体大胆牲交PP6777
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
国内自拍视频在线观看
|
久久黄色小说
|
91尤物视频
|
人禽互交50篇视频
|
日本高清免费不卡在线播放
|
91制服丝|
午夜成人无码
|
黑人性爱网
|
伊人中文字幕波多野结衣
|
中文国产成人精品久久下载
|
国产精品人妻无码免费久久一
|
精品精免费
|
成人无码T髙潮喷水A片小说
|
日韩极品视频
|
日本高清黄色
|
久草资源部
|
色情五月亚洲中文字幕
|
三级在线免费
|
午夜伦理电影在线观免费
|
嫩草Av91
|
人人爱人人爽
|
日韩亚洲国产
|
国产97精品久久久天天A片
|
91自拍网址|
巨人精品福利官方导航
|
日韩欧美一
|
无限观看韩国动漫免费观看大全
|
三级成人无码
|
久热这里有精品|久热这里在线精品|久热这里只有|久热这里只有精|久热这里只有精品|久热这里只有精品12|久热这里只有精品国产|久热这里只有精品视频
|
A片视频网址
|
午夜婷婷网
|
国产免费中文
|
福利社试看
|
国产美女网站
|
亚洲国产日韩一区二区A片
亚洲国产日韩制服在线观看
|
无码激情做A爰片毛片A片日本
|
三级精品在线
|
国产精品99精品久久免费
|
久久99精品久久久久久首页
|
成人伦理动
|
日韩精品久爱
|
人人爱看电影网
|
一区二区三区成人A片在线观看
|
91福利社|
麻豆传媒入口
|
激情综合五月
|
日韩专区一区
|
三级国产精品
|
日韩欧美a级
|
91精品欧
|
草草影院永久发布地址
|
人人插97|
日本人妻中文
|
福利在线观看
|
在线欧美不卡
|
国产成人高清
|
欧美日韩第二页
|
国产成人啪午夜精品网站男同
|
五月丁香免费
|
亚洲黄色免费看
|
av日韩一区
|
91视频直播|
西西人体大尺度nte
西西人体大胆牲交PP6777
|
亚洲A片无码一区二区蜜桃久久
|
久久黄色小说
|
91资源在|
午夜副利电影手机高清在线直播app下载
|
福利在线视频
|
黄色wwww|
无码中文字幕
|
久久国产免费观看精品1
|
久久99国产精品久久
|
AV黄色网址|
农村真实夫妇屋内自拍视频
|
深夜成人视频
|
日日操夜夜
|
内射女同学
|
国产传媒A片
|
欧美精品18videosex性欧美
|
婷婷激情久久
|
日本日逼网站
|
澳门在线高清一级毛片
|
日韩草逼视频
|
五月丁香影院
|
日本www色
|
国产人成精品
|
在线播放国产不卡免费视频
|
午夜成人福利
|
国产精品亚洲玖玖玖在线靠爱
|
亚洲免费人成
|
中文在线免费不卡视频
|
国产在线中文
|
东京好热无码
|
婷婷五月花
|
欧美日韩一区二区三区四区在线观看
|
欧美日韩久久
|
麻豆精品2021最新
|
黑人性爱网
|
日本道不卡
|
日韩精品网5
|
国产又大又|
国产不卡高清
|
午夜视频一区
|
国产毛A片啊久久久久久A
|
91青青视频
|
偷拍激情网
|
拍戏被CAO翻了H
|
性裸交A片一区二区三区
|
日韩日b视频
|
国产毛A片啊久久久久久A
|
麻豆果冻传媒2024精品传媒一区下载
|
这里只有久久
|
综合五月网
|
又粗又硬女人免费视频
|
中文字幕 日韩 人妻 无码
|
在线播放福利
|
性爱视频欧美
|
三级国产在线
|
伊人久久丁香色婷婷啪啪
|
久热这里有精品|久热这里在线精品|久热这里只有|久热这里只有精|久热这里只有精品|久热这里只有精品12|久热这里只有精品国产|久热这里只有精品视频
|
午夜日韩福利
|
五月婷婷影院
|
91熟女蝌蚪|
日本少妇做爰片视频R
|
欧美卡2卡4卡无卡免费
|
国产一区欧美
|
欧美午夜视频
|
91秘入口
|
午夜免费成人
|
国产视频高清
|
人妻丰满精品一区二区A片
人妻换人妻AA视频
人妻激情综合久久久久蜜桃
|
成人天堂婷婷青青视频在线观看
|
国产ts在线
|
亚洲综合自拍
|
欧美高清一区二区三区
|
91精品国产91热久久p
|
色情五月亚洲中文字幕
|
www天堂网
|
欧美日韩久久
|
国产精品色情
|
欧美成在线|
年年操夜夜肏
|
日韩在线视
|
狼人伊人久久
|
涩涩97
|
波多野结衣全集在线观看
|
日韩无人区
|
欧美性爱欧美
|
在线国内自拍
|
福利在线观看
|
91在线免费观看
|
日本G奶乳液汁|日本h视频|日本sod|日本wwwxx|日本www高清|日本www在线|日本xx18护土|日本xxbb
|
亚洲自偷精品视频自拍
|
福利第一页
|
91小视频
|
丰满少妇A
|
国产无套内射又大又猛又粗又爽
|
九九99线视频在线观看
|
中文字幕中文字幕在线
|
国产呦系列
|
欧美偷拍精品
|
高潮无遮挡成人A片
|
精品免费囯产
|
亚洲日日做天天做日日谢
|
成人免费乱
|
最新国产三级
|
精品人妻无码一区二区三区蜜桃一
|
A片扒开双腿猛进入免费观看
|
国产高清视频免费最新在线
|
91啪在线观|
强奸一区二区
|
免费看欧美日韩一区二区三区
|
男女一区二区三区免费
|
李梦大尺度照被曝光
|
瑟瑟网站免费网站入口
|
自拍偷拍第|
污污的小说网站免费阅读
|
福利导航入口
|
日韩中文在线
|
激情偷拍网
|
加勒比人妻
|
三级av网站|
成人精品亚洲
|
亚洲VA欧美VA天堂V国产综合
|
A片黄色网址
|
一本久道久久综合婷婷五月
|
久久99精品久久久久久噜噜噜
|
久久综合综合
|
日韩无码伦理
|
91午夜看片
|
善良的小峓子在线高清免费观看完整中文版
|
伊人伊人伊人
|
91制片厂 果冻传媒 天美传媒
|
国产女同另类
|
91影视欧美|
亚洲欧美日韩在线观看一区二区三区
|
激情综合五月
|
天天做天天干
|
91天堂的
|
精品无码不卡
|
天天插夜夜
|
最近中文字幕视频国语中文字幕
|
丰满少妇69
|
乱伦中文视频
|
国产欧美日韩一区二区三区在线
|
免费夫妻生活片AV
|
女人18毛片水真多&#x#x514D;费播放
|
国内自拍2
|
荡公乱妇翠翠
|
福利手机电影
|
老熟妇毛茸茸
|
日韩美女爱爱
|
在线天堂在线
|
精品国产精品
|
999久久久精品国产消防器材
|
久久91综合国产91久久精品
|
A片视频网站
|
www老湿机|
欧美一级特黄刺激爽大片
|
成人激情五月
|
亚洲欧美视频
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
色播亚洲视频在线观看
|
91精品综合
|
国产又黄又大
|
国产午精品午夜福利757视频播放
|
能看的黄色网
|
欧美亚洲性爱
|
偷拍自拍网站
|
91网站在线免费观看
|
丁香综合网
|
中文字幕 日韩 人妻 无码
|
日韩一级视频
|
超碰人人艹
|
欧美偷拍精品
|
天天操夜夜艹
|
成人aⅴ视频
|
三级黄色A片
|
夜夜躁狠狠躁日日躁视频
|
日本六十路无码熟妇交尾
|
三级视频频
|
日韩欧美理
|
欧美综合色
|
国产00高中生在线无套进入
|
91精品亚洲
|
三级av黄色
|
亚洲精品久久久久久久蜜臀老牛
|
狠狠色噜噜狠狠狠狠2022
|
国产白丝在线
|
另类欧美亚洲
|
亚洲国产精品久久精品成人网站
|
狼人久久伊人
|
欧美激情乱伦
|
阿v天堂2018在无码
|
里番外番口工全彩无遮挡
|
国产天天在线
|
国产无套内射又大又猛又粗又爽
|
人人操夜夜操
|
激情五月色播
|
午夜伦理电影在线观免费
|
激烈娇喘叫床声床震爽文
|
无码日韩精品一区二区免费
|
日本又黄又无无遮无码视频
|
午夜免费在线观看
|
色综合五月激情综合色一区
|
91日本中|
首页欧美日韩在线观看
|
久久人人玩人妻潮喷内射人人
|
免费黄色小网站
|
国产第一网站
|
韩国午夜大片伦理片|韩国午夜剧场|韩国午夜理伦|韩国午夜理伦三级|韩国午夜理论0|韩国午夜理论电影|韩国午夜理论片|韩国午夜理论三级好看
|
欧洲一卡2卡三卡4卡网站国色天香
|
五月四房色播
|
国产又色又爽又黄的A片
|
东京热久久|
午夜无码视频
|
日韩精品综合
|
韩国激情无码
|
国产一区久久
|
avtt天堂东京热一道本
|
深夜成人视频
|
无码激情全黄做爰片
|
深夜福利姬
|
欧美老妇毛茸茸二毛
|
日日操夜夜
|
日韩精品淫途
|
欧美在线性爱
|
欧美亚洲性色影视在线
|
黄色网址分享
|
av日韩一区|
久久国产自慰
|
国产资源一区
|
亚洲撸一撸|
www美女黄
|
国产又爽又猛又粗的视频A片
|
欧美成年网站
|
欧美成人色图
|
国产一级黄色网
|
自拍偷拍网
|
免费尤物视频
|
另类激情图区
|
精品欧美一区二区3d动漫
|
夜夜干夜夜爽
|
国产97精品久久久天天A片
|
91视频电影
|
自拍偷拍日韩
|
91黑丝高跟|91黑丝美女|91黑丝视频|91黑丝在线|91户外露出|91华人在线|91黄瓜视频|91黄软件
|
国产96在线
|
91视频污
|
久久综合免费
|
A级毛片网站
|
国产视频福利
|
成人羞羞网站
|
女主播一区|
丰满少妇69
|
男女深夜福利
|
国产激情在线
|
日本G奶乳液汁|日本h视频|日本sod|日本wwwxx|日本www高清|日本www在线|日本xx18护土|日本xxbb
|
88永久华人
|
久久精品国产色欲A片小说
久久精品国产亚洲AV麻豆
|
91直播官网
|
亚洲夜夜骑
|
久久99精品久久久久久首页
|
国产精品永久免费视频观看
|
被黑人强到高潮喷水A片
|
国产一卡2卡3卡4卡无卡免费网站
|
亚洲人成77777A片张津瑜
|
白丝一区二区
|
肉肉高文干翻天
|
亚洲精品久久久久久久蜜臀老牛
|
国产女同视频
|
中文字幕99|
三级A片黄色|
天天摸天天干
|
美腿丝袜在线
|
极品偷拍网|
亚洲AV无码一区二区色情蜜芽
|
都市激情综合
|
女人色极品影院
|
国产毛A片啊久久久久久A
|
另类亚洲专区
|
国产精品久久人妻无码网站一区L
|
91亚洲影院|
中文乱码字幕视频观看网站免费
|
人人操操人人
|
午夜男女影院
|
午夜福利成人
|
国产又硬又粗进去好爽A片软件
|
亚洲人成77777A片张津瑜
|
四虎影视在线看免费完整版
|
久久精品国产亚洲AV麻豆
|
日韩欧美色
|
97精品国产
|
欧美亚洲日韩国产在线在线
|
天天综合网色中文字幕
|
麻豆精品2021最新
|
波多野亚洲中
|
黄色高清网站
|
综合国产欧美
|
国产精品乱伦
|
麻豆果冻传媒2024精品传媒一区下载
|
欧美第一性爱
|
麻豆免费观看高清完整视频
|
日韩国产在线
|
欧美在线网
|
麻豆AV在线|
99re5久久在热线播放
|
最新国产一区
|
老熟女乱伦
|
夜色帮福利网
|
夜夜干夜夜看
|
深夜福利不卡
|
男女一区二区三区免费
|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
久996视频精品免费观看
|
日本日逼网
|
99久久久无码国产精品AAA
|
福利影院在线
|
欧美日韩视频
|
亚洲伊人色综合网站
|
国产产乱码一二三区别免费
|
91福利导航
|
伊人涩涩爱|
老湿机导航
|
人人妖欧美|
91高清视|
草草浮力视频
|
日日干天天|
日韩午夜精
|
你他妈别舔内射视频免费
|
国产亲妺妺乱的性视频播放
|
亚洲三级伦理
|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
国产亚洲欧美在线观看的
|
亚洲a片成人
|
校园黄乱色伦短篇小说
|
激情乱伦网站
|
欧美一性一交一伦一A片视频
|
伊人中文字幕波多野结衣
|
91精品啪|
日韩在线小视频
|
日本G奶乳液汁|日本h视频|日本sod|日本wwwxx|日本www高清|日本www在线|日本xx18护土|日本xxbb
|
三级黄视频
|
欧美性爱大全
|
楚乔传第二部免费观看全集
|
性插在线观看
|
天天做天天干
|
欧美三级在线播放线观看
|
成人在线欧美
|
日韩欧美久爱
|
午夜免费成人
|
福利所导航
|
91精品福利一区二区
|
色猫咪导航
|
黄色三级网址
|
激情欧美乱妇
|
日韩性网站
|
国色天香视频社区手机版
|
成人福利在线
|
92看看福利1000集合集免费
|
三级com|
福利视频午夜
|
黄网免费在线观看
|
91猫先生|
被黑人强到高潮喷水A片
|
人人爱人人爽
|
欧美激情啪啪
|
日韩女同在线
|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
国产你懂得
|
三级毛片网站
|
亚洲性无码
|
亚洲日韩aⅴ在线视频
|
日韩精品系列
|
三级com|
欧美亚洲性爱
|
三级AV网|
91制片厂果冻传媒首页
|
天天干夜夜爽
|
狼友永久视频
|
久久国产免费观看精品1
|
久久久久久久久久久久福利
|
国产精品麻豆
|
男女做羞羞的事视频免费观看无遮挡
|
成人免费黄色
|
亚洲VA欧美VA天堂V国产综合
|
偷拍第8页
|
日韩在线高清
|
国产精品边做奶水狂喷小说
|
在线精品自拍
|
999久久久精品国产消防器材
|
91国内精品
|
欧美中文一区
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
精品九九九九
|
久久精品亚洲一区二区三区浴池
|
美女毛片网站
|
亚洲午夜无码毛片AV久久久久久
|
成人乱码一
|
午夜成人看片
|
国产一区免费
|
天美精东在线
|
日韩无毛三级
|
www日本色
|
天天躁狠狠躁夜躁2021
|
操操操干干干
|
欧美黑人性爱
|
中文乱码字幕视频观看网站免费
|
日韩女人性开
|
免费看的一级毛片
|
国产中文免费
|
日本不卡不码高清免费观看
|
欧美91在线|
阿v天堂2024在无码免费
|
小小水蜜桃视频高清在线观看1
|
日本一道人妻无码一区视频
|
东京99热
|
97视频人人|
日韩伦理影院
|
国产又黄又爽又色视频免费软件
|
www91|
午夜精品导航
|
久久婷婷无码欧美日韩
|
国产超清卡1
|
性欧美丰满xxxx性久久久
|
欧美一道本
|
97人人人|
亚洲成人文学
|
人妻激情综合久久久久蜜桃
|
国产高潮在线
|
综合久久网站
|
3D肉蒲团之极乐宝鉴8K影院
|
日韩综合网
|
在线无码不卡
|
精东探花麻豆
|
国产精品9|
无码天堂在线
|
久久精品不卡
|
国产99自拍
|
欧美成人免费
|
熟女泄火一区二区三区在线
|
黄色天堂在线
|
国产在线无码不卡影视影院
|
成人免费A级
|
久热这里有精品|久热这里在线精品|久热这里只有|久热这里只有精|久热这里只有精品|久热这里只有精品12|久热这里只有精品国产|久热这里只有精品视频
|
99久久精品国产一区二区小说
|
国内一级黄色片
|
国模吧一区
|
波多野结衣全集在线观看
|
精品免费A片一区二区久久
精品美女国产互换人妻
|
日韩午夜视
|
www天堂网
|
福利视频日韩
|
婷婷深爱网
|
18禁无遮挡羞羞动漫视频免费
|
天天干天天干
|
人人操夜夜操
|
日韩国产在线
|
91人国产精
|
www日本色
|
亚洲自拍国|
日韩综合鲁一
|
超碰人人爱
|
亚洲男女天堂
|
国产一区二区三区精品AV
|
午夜手机视频
|
成人精品丝
|
久操国产在线
|
日韩AV二区
|
五月婷婷影院
|
操逼图123|
日本草莓视频
|
扒开粉嫩小泬把舌头伸进去添视频
|
a级片大全|
在线黄色AV
|
日韩在线视
|
91香蕉成人免费网站
|
日韩高清专区
|
日韩h视频
|
李梦大尺度照被曝光
|
在线精品秘
|
国产亚洲欧美在线观看的
|
超碰人人超
|
亚洲狠狠撸
|
超碰狠狠干
|
欧美一级性爱
|
午夜成人视频
|
亚洲精品久久久久久久蜜臀老牛
|
亚洲欧美日韩在线观看一区二区三区
|
最新国产网站
|
亚洲高清不卡
|
亚洲综合系列
|
老司机精品福利在线资源
|
我可以再往深处一点吗视频
|
99久久精品国产一区二区小说
|
扒开粉嫩小泬把舌头伸进去添视频
|
国产一卡2卡3卡4卡无卡免费网站
|
人人插97
|
91免费官网
|
国产又黄又爽
|
日韩大片在线
|
成人精品免费
|
av狠狠操|
亚洲精品久久AV无码蜜桃
|
中文乱码字幕视频观看网站免费
|
欧美性60 70 80 90
|
熟女毛茸茸
|
日韩女同在线
|
国产精品大全
|
久久精品国产色欲A片小说
久久精品国产亚洲AV麻豆
|
快播av电影网站
|
日本人妻网
|
狠狠操天天操
|
日韩丝袜视频
|
国产线路一|
91精品91|
精品动漫一区
|
国产成人亚洲
|
天天看夜夜操
|
人妖视频网址
|
国产线路一|
福利电影网
|
日韩精品一站
|
天天干夜夜做
|
国产精品尤物
|
91黑丝高跟|91黑丝美女|91黑丝视频|91黑丝在线|91户外露出|91华人在线|91黄瓜视频|91黄软件
|
最近免费观看高清韩国日本电影
|
二区视频在线
|
亚洲精品久久AV无码蜜桃
|
97碰碰视频
|
深爱五月网
|
日韩v码视频|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
18禁无遮挡羞羞动漫视频免费
|
欧美日韩精品一区二区三区视频在线
|
北条麻妃 中文字幕
|
亚洲夜夜骑
|
天天爽夜夜
|
日本无码成人片在线观看波多
|
久久99精国产一区二区三区四区
|
日韩一级黄片
|
亚洲VA欧美VA天堂V国产综合
|
人人快播电影网
|
狼友精品视频
|
福利姬下载|
午夜男女视频
|
影音先锋色情AV在线看片
|
免费看搡女人的视频
|
免费一级a
|
家庭教师波多野结衣在线观看
|
久久中文版
|
国产乱码一区
|
日韩国产欧美
|
精品一二三
|
国产又黄又大
|
把腿张开看老子臊烂你免费
|
国产av大全|
成人午夜免费
|
最新日韩无码
|
国产在线视频福利
|
日韩在线小视频
|
国产拍主播
|
A片视频网站
|
91啦中文
|
蝌蚪91视频
|
国产尤物视频
|
天天插夜夜操
|
2019最新久久久视频精品
|
人人插97|
亚洲国产影院
|
国产尤物精品
|
天天爽夜爽免费精品视频
|
四虎免费在线视频
|
亚洲精品久久久久久久蜜臀老牛
|
李梦大尺度照被曝光
|
av加勒比|
91欧美视频
|
欧美a在线
|
首页欧美日韩在线观看
|
亚洲激情网
|
婷婷深爱激情
|
夜夜夜夜操
|
亚洲激情综合
|
国产成人精品久久一区二区三区
|
天天爽夜夜
|
亚洲电影天堂av2017
|
在线不卡国产
|
黑人免费视频
|
三级在线a片|
国产最新精品
|
伊人久久波多野结衣中文字幕
|
无码不卡播放
|
国产女同另类
|
日韩在线一
|
在线黄视频网站
|
亚洲图片你懂得
|
中文字幕巨大的乳专区
|
亚洲精品电影
|
91看影院|
日日操夜夜爽
|
日本玖玖爱
|
足交在线播放
|
亚洲国产爱
|
欧洲一卡2卡三卡4卡网站国色天香
|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
国产在线中文
|
精品日韩免费视频在线观看
|
日本高清免费aaaaa大片视频
|
午夜成人看片
|
国产三级影院
|
99re九精品视频在线视频
|
日逼网站视频
|
91国内精品
|
91短视频污
|
仓井空电影|仓井空电影大全|仓井空电影网|仓井空经典电影|仓井空快播|仓井空全集|仓井空图|仓井空影院
|
久久99精品久久久久久首页
|
人妻换人妻AA视频
|
欧美日韩久久
|
校园刺激全黄H全肉细节文
校园激情人妻古典武侠
|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
免费网站观看
|
avtt天堂东京热一道本
|
少妇被猛烈进入A片
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
性福利导航
|
国产精品色情
|
午夜副利电影手机高清在线直播app下载
|
伊人久久综合成人亚洲
|
欧美性爱大全
|
avtt天堂东京热一道本
|
一本到一本到高清视频在线观看
|
超碰成人电影
|
少妇激情aV
|
国产高清亚洲
|
内射女同学
|
成人黄色免费
|
尤物com|
少妇交换做爰6
|
欧洲一卡2卡三卡4卡网站国色天香
|
国产猛男猛女超爽免费视频
|
日韩欧美久爱
|
3d动漫网|
日屄视频观看
|
日韩二级片|
亚洲a片成人
|
国产一区免费
|
国产不卡区
|
偷拍第一页|
日本又黄又无无遮无码视频
|
免费观看A级
|
欧美另类高清
|
福利姬秘入口
|
成人免费看吃
|
欧亚成人A片一区二区
|
久操视频在线观看
|
欧美福利影院
|
91制片厂 果冻传媒 天美传媒
|
自偷拍精品
|
A片免费网址|
国模吧AV
|
亚洲制服丝袜在线观看
|
www偷拍
|
美女毛片网站
|
国产成人内射
|
国产性交影院
|
免费无毒a网站在线观看
|
最近最好看2019年中文字幕
|
岛国一级a|
97无码人妻精品1国产精东影业
|
一级一毛片a级毛片
|
狼友视频免费
|
免费黄色小网站
|
久久中文网|
最近免费观看高清韩国日本电影
|
狼人伊人干
|
亚洲国产香蕉视频欧美
|
日韩精品免
|
婷婷日日夜夜
|
黄色av网|
日韩欧美视频
|
黄色AV天堂
|
亚洲精品乱码久久久久蜜桃
|
波多野亚洲中
|
成人电视9
|
日本人妻字幕
|
乱伦视频网站
|
日韩电影二区
|
中文字幕精品视频
|
福利视频网站
|
精品无码不卡
|
www97干|
五月婷婷在线观看视频
|
国产午夜男女爽爽爽爽爽
|
成人无码A级
|
欧洲bbbbb|
黄色福利网站
|
成人三级网址
|
黄色天堂在线
|
AV黄色网址
|
成人午夜激情
|
三级天堂网
|
国产又爽又黄
|
四房色播五月
|
激情偷拍网|
日韩免费无
|
久久私人影院
|
国产自在线拍
|
欧美另类高清
|
国产精品人妻无码免费久久一
|
精品极品在线
|
中字幕视频在线永久在线
|
超碰人人91
|
国产天天在线
|
国产免费亚洲
|
久久99精品久久久久久首页
|
秋霞午夜伦理
|
夜干夜夜干
|
成人午夜高清
|
国产精品自在拍在线播放
|
亚洲一码网站
|
精品久久不卡
|
国产精品精
|
日韩午夜视
|
漂亮少妇啪啪高潮大叫小说
|
日本资源网站
|
欧美精品18videosex性欧美
|
免费无毒a网站在线观看
|
毛片在线观看地址
|
无码激情全黄做爰片
|
国产精品永久免费视频观看
|
av一卡二卡
|
日韩一二三级
|
狠狠躁天天躁
|
一A级成人免|
中文字幕人妻熟女在线
|
午夜天堂影院
|
荡公乱妇翠翠
|
91社区国产
|
91黑丝高跟|91黑丝美女|91黑丝视频|91黑丝在线|91户外露出|91华人在线|91黄瓜视频|91黄软件
|
高清国产一级精品毛片基地
|
久久久久久网址
|
国产午精品午夜福利757视频播放
|
美女在线网站
|
亚洲性网址
|
国产97精品久久久天天A片
|
动漫一区二区
|
91香蕉成人免费网站
|
亚洲精品久久久久久久蜜臀老牛
|
欧美一级在线观看
|
丁香六月天|
91国产网
|
亚洲国产精品二区久久
|
日韩精品无码一区二区免费A片
|
日本强伦姧人妻无码视频
|
日日操夜夜爽
|
无码不卡免费
|
自拍偷怕网
|
99爱在线精品视频网站
|
日韩一区二区A片免费观看
国产精品无码AV天天爽色欲
|
日韩污视频|
免费观看又色又爽又黄的校园
|
福利影院在线
|
婷婷深爱五月
|
日本成人三级
|
美女爆乳网站
|
狠狠色噜噜狠狠狠狠2022
|
精品国产午夜
|
国内色图
|
日韩成人福利
|
婷婷成人影院
|
日韩字幕欧美
|
国产在线不卡
|
91蜜臀网|
精品国产午夜肉伦伦影院
|
欧美AA视频
|
在线免费三级
|
东京热亚洲
|
美女直播洗澡的软件下载
|
国产中文字幕视频在线观看
|
波多野结无码高清中文
|
亚洲综合激情另类小说区
|
午夜精品偷拍
|
公粗挺进了我的密道在线播放贝壳
|
国产人妖网|
国产a片网
|
高清不卡伦理电影在线观看
|
chinese国产人妖网站视频
|
黄页网站|
农村熟妇高潮精品A片
|
日韩欧美a级
|
高黄H文各种姿势PLAY道具1V1
|
三级网址在线
|
私人午夜福利
|
日韩三区视频
|
一起探恋爱综艺在线观看第八期
|
午夜伦理视频
|
亚洲精品久久久久久久蜜臀老牛
|
91手机论坛
|
国产区第一页
|
国产夜夜操
|
日日干夜夜干
|
日本无码成人片在线观看波多
|
丁香五月网站
|
一区二区播放
|
欧美激情乱伦
|
午夜激情网
|
欧美性爱动态
|
美女91网站
|
91资源在|
日韩伦理无码
|
国产精品无码AV天天爽色欲
|
国产激情无码激情A片免费软件
|
深夜福利18|
国产视频高清
|
日韩一级在线
|
中年国产丰满熟女乱子正在播放
|
日韩v国产v|
国产传媒91|
亚洲午夜无码久久久久蜜臀av
|
国产69久久精品成人看
|
美丽的小蜜桃2主演其他电影
|
91黑丝高跟|91黑丝美女|91黑丝视频|91黑丝在线|91户外露出|91华人在线|91黄瓜视频|91黄软件
|
日韩有码中文
|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
久久AV无码乱码A片无码波多
|
日本成人区
|
人人色人人
|
91最新网站免费
|
国产成在线|
99国精产品一二三区
|
成年人免费黄色
|
国产又大又|
国产精品性爱
|
黄色天堂网站
|
四川W搡BBB搡WBBB搡
|
国产精品成人免费福利
|
国产性在线
|
日韩伦理片
|
日韩欧美一级
|
成人免费黄片
|
自偷拍精品
|
日韩欧美二区
|
四虎comwww最新地址
|
日韩v在线
|
91啪在线观|
欧美日韩第二页
|
国产91精品|
A片人人澡C片人人大片
|
国产视频网
|
成人午夜激情
|
三级成人无码
|
国产精品1区
|
欧美精品一
|
色猫咪导航|
91精品福利|
日本高清免费不卡在线播放
|
日韩视频在
|
国产又爽又猛又粗的视频A片
|
日本youjizz
|
亚欧视频在线观看
|
国产一卡2卡3卡4卡无卡免费网站
|
成人无码毛片
|
国产女同视频
|
www五月天|
极品美女在线
|
精品欧美一区二区3d动漫
|
99国精产品一二三区
|
日韩综合在线
|
狠狠躁天天躁小说
|
午夜亚洲国产理论片二级港台二级
|
在线国内自拍
|
黄色三级A片
|
国产精品人妻无码免费久久一
|
午夜激情网站
|
亚洲男女天堂
|
日韩日屄视频
|
18禁网站|
日本人妻中文
|
都市激情综合
|
日本天堂无码
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
3D肉蒲团之极乐宝鉴8K影院
|
黄色网址网站
|
成人aⅴ在线
|
亚洲欧美日韩在线观看一区二区三区
|
日本精品中文字幕有码
|
成人无码A级
|
国产精品综合AV一区二区国产馆
|
激情综合文学
|
夜夜操av
|
日韩一级欧
|
国产激情视频在线观看首页
|
国产精品无码
|
性爱自拍视频
|
老湿机在线看
|
美女视频毛片
|
国产黄色大片
|
在线偷自拍
|
女人色极品影院
|
日韩在线小视频
|
一A级成人免
|
四虎在线视频
|
夜夜操夜夜操
|
被黑人强到高潮喷水A片
|
A片视频网站
|
97碰碰视频
|
国产一区二区精品久久小说
|
国产又色又爽又刺激的A片
国产又色又爽又黄的A片
|
雨宫琴音 qvod
|
成人深爱网
|
国产激情在线观看
|
手机在线观看网站免费视频
|
乱伦中文视频
|
成人毛片A级|
成人三级视频
|
国产精品亚洲玖玖玖在线靠爱
|
国产做爰又粗又大又深人物
|
www午夜|
精品国产乱码久久久久久乱码
|
日韩avdvd|
少妇被猛烈进入A片
|
午夜免费激情
|
欧美亚洲日韩国产在线在线
|
农村真实夫妇屋内自拍视频
|
三级免费网址
|
免费夫妻生活片AV
|
亚洲男人天堂2018av
|
日韩天堂TV
|
精品一二三区
|
国产不卡的视
|
人妻激情综合久久久久蜜桃
|
91欧美精品|
久热这里有精品|久热这里在线精品|久热这里只有|久热这里只有精|久热这里只有精品|久热这里只有精品12|久热这里只有精品国产|久热这里只有精品视频
|
国产原创精品
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
偷拍自拍2
|
91熟女蝌蚪
|
中文字幕亚洲乱码熟女在线
|
国模吧在线|
另类老熟女
|
国产午精品午夜福利757视频播放
|
日本午夜精品一区二区三区电影
|
黑人一区二区
|
国产a一级|
东京热蜜桃
|
成人片资源
|
精品无码av
|
亚洲国产香蕉视频欧美
|
日韩伦理三级
|
AV黄色网址|
久久免费网
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
少妇被粗大的猛烈的进出69影院
|
五月天激情小说
|
日韩精品1区
|
自拍偷拍国产
|
国产xxxx|
中文 有码 亚洲 自拍 偷拍
|
欧美一级特黄刺激爽大片
|
中日韩三级片
|
成人伦理网
|
日韩欧美中字
|
人妖视频网站
|
91福利共享
|
色网在线
|
欧美乱伦精品
|
亚洲国产日韩制服在线观看
|
成人深夜福利
|
黄色天堂在线
|
欧美日韩精品一区二区三区视频在线
|
久久免费公开视频
|
美女黄色网
|
亚洲色综合中文字幕在线
|
日韩视频亚
|
乱伦日屄视频
|
88av视频在线
|
日韩理论网|
男女做羞羞的事视频免费观看无遮挡
|
小小水蜜桃视频高清在线观看1
|
精品一区二区三区的国产在线观看
|
无码做爰在线观看
|
国产尤物视频
|
www国产|
日韩精品欧美
|
巨人精品福利官方导航
|
果冻传媒余丽
|
久草smc
|
欧洲性爱网站
|
都市激情综合
|
娇妻被朋友玩得呻吟在线电影
|
女人色极品影院
|
日韩高清在线
|
日韩在线观看
|
日韩精品系列
|
国产精品一区二区AV白丝在线
|
黄色网av
|
日韩系列在线
|
午夜在线一区
|
日韩欧免费一
|
国自产拍在线
|
国产高清在线
|
东京99热
|
狼友免费视频
|
一起探恋爱综艺在线观看第八期
|
求A片网址|
精品国产人妖
|
www97色|
加勒比综合网
|
激情五月色播
|
毛片在线观看地址
|
免费三级国产
|
人妖视频网站
|
日韩精品视频
|
超碰超国产
|
新版天堂资源在线官网8
|
日韩三区视频
|
欧美视频一区二区三区在线观看
|
国产不卡无码
|
日韩午夜视
|
一A级成人免
|
久久久久免费精品国产小说
|
尤物视频网址
|
中年国产丰满熟女乱子正在播放
|
国精产品一区一区三区M
|
国产网站在线
|
亚洲a片成人
|
亚洲电影天堂av2017
|
国产熟妇的荡欲午夜视频
|
日韩深夜视频
|
久久综合成人
|
AV天堂午夜精品一区二区三区
|
欧美精品2
|
91精品网
|
日韩小电影
|
欧美福利网
|
avtt天堂东京热一道本
|
无码在线国产
|
黄色三级av
|
激情小说亚洲
|
亚洲资源在线播放
|
高清无码毛片
|
综合五月天
|
免费三级国产
|
日韩无毛三级
|
欧美乱伦网站
|
午夜激情影院
|
小小水蜜桃视频高清在线观看1
|
国产午夜精品AV一区二区麻豆
|
日韩女同在线
|
伊人久久丁香色婷婷啪啪
|
久久久久久网址
|
日本高清黄色
|
日本高清免费aaaaa大片视频
|
夜夜操夜夜干
|
欧美疯狂做爰XXXX高潮
|
日韩在线观看
|
欧美网站色
|
国产乱伦网站
|
三级毛片黄色
|
蜜桃AV蜜臀AV色欲AV麻
|
国产一级高清视频免费看
|
亚洲A片无码一区二区蜜桃久久
|
四虎comwww最新地址
|
欧美性爱综合
|
欧美精品毛片久久久久久久
|
老熟女在线
|
成人免费看吃
|
6080yyy午夜理论A片app
|
乱码一卡二卡新区永久入口
|
国产原创精品
|
A片扒开双腿猛进入免费观看
|
高清A级毛片
|
日韩电影精品
|
欧美性爱黑人
|
国产免费亚洲
|
3D肉蒲团之极乐宝鉴8K影院
|
最近最好看2019年中文字幕
|
做黄三级网站
|
A片免费网址
|
欧洲一卡2卡三卡4卡网站国色天香
|
成人午夜福
|
日韩高清影片免费播放
|
亚洲国产免费
|
91视频专区|
欧美一性一交一伦一A片视频
|
92福利网
|
三级A片网站
|
91在线。
|
国产人妻午夜无码AV天堂
|
婷婷四房色播
|
欧美另类高清
|
亚洲 日韩 国产 制服 在线
|
91制片厂果冻传媒首页
|
一起探恋爱综艺在线观看第八期
|
成人免费黄
|
G0GO人体大尺香蕉
|
美女黄色网
|
91精品国产91热久久p
|
日韩高清在线
|
尤物国产精品
|
五月丁香免费
|
无码在线国产
|
91福利影院
|
欧美一级视频在线观看
|
欧美精品毛片久久久久久久
|
久久久久久久久久久9精品视频
|
精品国产网站
|
日韩射淫爽网
|
国产精品自在拍在线播放
|
91在线导航
|
久久久久久久久久久9精品视频
|
99re九精品视频在线视频
|
美女免费视频一区二区三区
|
新版天堂资源在线官网8
|
最新国产精品
|
日韩男同g
|
日韩精品网5
|
精品尤物在线
|
777奇米四色米奇影院在线播放
|
欧美视频成人
|
国产视频午夜
|
狠狠亚洲丁香综合久久
|
久久国产免费观看精品1
|
熟女肥臀白浆大屁股一区二区
|
激情欧美乱妇
|
日韩午夜在线
|
国产在线观看www
|
日韩激情网站
|
91精品露脸
|
日韩欧美福利
|
韩国理伦三级做爰在线播放
|
国产毛A片啊久久久久久A
|
在线不卡国产
|
日本又色又爽又黄的A片视频免费
|
又大又爽又黄A片免费
|
久久免费观看国产精品
|
无码专区电影
|
波多野结衣国产一区
|
日日夜夜爽|
美女爆乳网站
|
国产日逼视频
|
夜福利网站
|
国模吧冰莲
|
东京热亚洲
|
午夜婷婷网站
|
国产亚洲色情
|
天天干夜夜操
|
成人自偷拍一区二区
|
五月婷婷激情
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
老司机午夜免费福利
|
国内自拍1
|
日韩精品福利
|
日本高清不卡码无码v亚洲
日本高清免费毛片大全
|
天天干夜夜操
|
A片视频网
|
91黑丝高跟|91黑丝美女|91黑丝视频|91黑丝在线|91户外露出|91华人在线|91黄瓜视频|91黄软件
|
欧美伦理三级
|
国模吧在线
|
久久99精品久久久久久国产越南
|
精品九九九九
|
日本不卡不码高清免费观看
|
A片免费网址
|
黑人巨大 xxxxxxx
|
免费a一级
|
国内一级黄色片
|
亚洲激情综合
|
成年在线观看免费高清完整版视频
|
A级成人毛片
|
亚洲色图偷拍
|
国模吧冰冰
|
日韩欧美色
|
久久九九少妇免费看A片
|
日本六十路无码熟妇交尾
|
老熟女HD
|
美女91网站
|
四虎免费在线视频
|
午夜男女爽爽
|
久草最新网址
|
91无毒不卡|
国产精品久久久久久人妻精品流
|
91黑丝后入|
黑人巨大 xxxxxxx|
天天爽夜夜
|
楚乔传第二部免费观看全集
|
日日噜噜夜夜躁躁狠狠
|
无码专区一
|
波多野结衣全集在线观看
|
风韵丰满熟妇啪啪区老老熟女百度
|
偷偷撸影院
|
最近韩国日本免费观看百度
|
国产成人啪午夜精品网站男同
|
超碰超碰97
|
成人乱码一
|
欧美乱伦网站
|
成人超碰97|
久996视频精品免费观看
|
夜夜撸.com|
国产理论片
|
牛牛影视精品一区二区在线看
|
天天视频入口
|
亚洲 日韩 国产 制服 在线
|
日韩激情网
|
亚洲欧美色综合影院
|
福利导航入口
|
欧美日韩精品一区二区三区视频在线
|
高清无码专区
|
国产成熟人
|
日韩一区在|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
国产传媒京东
|
美日韩在线视频
|
激情小说专区
|
午夜手机视频
|
国产亚洲福利
|
日本G奶乳液汁|日本h视频|日本sod|日本wwwxx|日本www高清|日本www在线|日本xx18护土|日本xxbb
|
色播亚洲视频在线观看
|
成人A免费看|
欧美高清一区二区三区
|
久996视频精品免费观看
|
又色又爽又高潮免费观看
|
国产国产人免费人成成免视频
|
欧美视频网站
|
超碰狠狠干
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
无码高潮又爽又黄A片软件
无码激情做A爰片毛片A片日本
|
日韩欧美在线
|
在线偷自拍|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
日夜精品视频
|
国产又大又
|
亚洲A片无码一区二区蜜桃久久
|
三级国产在线
|
另类欧美亚洲
|
老司机午夜免费福利
|
中字幕视频在线永久在线
|
91在线观看
|
亚洲 日韩 另类 天天更新
|
伦理电影在线看
|
亚洲一区性|
三级av网站
|
日本中文影院
|
91精品啪|
欧美高清三区
|
天天爽夜夜爽
|
天天爱天天操天天干
|
成人午夜高清
|
尤物精品在线
|
激情小说网址
|
福利一区二区
|
caoporm免费视频公开
|
五月丁香影院
|
国产性交影院
|
美女直播洗澡的软件下载
|
亚洲熟妇色
|
高黄H文各种姿势PLAY道具1V1
|
精东探花麻豆
|
97人人草|
国产精品色情
|
中字幕视频在线永久在线
|
亚洲黄色三级
|
东京热系列
|
日韩欧美另
|
韩国午夜激情
|
亚洲一区二区色情苍井空
|
欧美孕妇一区
|
国产精诚人品
|
狼人狠狠干
|
欧美黄色一级视频
|
国产v综合v
|
激情小说区
|
国产精品久久久久三级
|
国产成人亚洲精品2020
|
日韩无码专区
|
亚洲综合瑟瑟
|
91无毒不卡
|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
性爱在线网站
|
国产主播网
|
久热这里有精品|久热这里在线精品|久热这里只有|久热这里只有精|久热这里只有精品|久热这里只有精品12|久热这里只有精品国产|久热这里只有精品视频
|
无码影院在线
|
日韩午夜电影
|
久久免费区一区二区三波多野
|
最新无码网站
|
日本一道人妻无码一区视频
|
一级中文字幕
|
91丝袜制|
日韩第二页|
日日操夜夜
|
成人免费A级
|
亚洲综合系列
|
美女免费视频一区二区三区
|
丁香五月在线
|
91香蕉亚洲
|
福利在线播放
|
久久久久久网址
|
午夜亚洲国产理论片二级港台二级
|
成人三级在线
|
国色天香视频社区手机版
|
日韩午夜无
|
国产又大又黄
|
午夜福利写真
|
日本色免费
|
含羞草无码
|
操操操干干干
|
亚洲资源在线播放
|
毛茸茸熟女
|
免费无毒a网站在线观看
|
久久99精品久久久久久久不卡
|
91国偷自|
国语对白自拍
|
日本怡春院|
日韩a视频|
日韩精品无码一区二区免费A片
|
午夜福利直播
|
亚洲国产日韩制服在线观看
|
日韩视频不卡
|
97色情在线观看免费高清
|
自拍偷拍综合
|
国产精品麻豆
|
日韩无码伦理
|
91蝌蚪九色|
日本道专区无码中文字幕
|
韩国三级久久
|
国产免费无码
|
狠狠干天天干
|
在线偷自拍
|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
日本精品人妻
|
日韩精品亚
|
日本成人网址
|
日本三级电影在线看
|
成年在线观看免费高清完整版视频
|
国模吧一区二
|
2024高清国产一区二区三区
|
久996视频精品免费观看
|
校园刺激全黄H全肉细节文
校园激情人妻古典武侠
|
黄色网址网站
|
国产精品无
|
亚洲男女天堂
|
无码影院在线
|
伊人狼人干
|
真实国产乱子伦精品一区二区三区
|
国产成人亚洲
|
熟女人妻一区二区三区免费看
|
美女国产精品
|
日韩午夜精品
|
免费人成A片在线观看免费
免费视频精品38
|
久久99精品久久久久久国产越南
|
阿v天堂2024在无码免费
|
三级在线中文
|
国产白丝在线
|
亚洲三级网址
|
草草第一页|
成人做爰69片免费看网站
|
亚洲精品国产一区二区
|
香蕉视频在线免费播放
|
婷婷精品国产亚洲AV在线观看
|
午夜副利电影手机高清在线直播app下载
|
AV天堂午夜精品一区二区三区
|
久久综合字幕
|
高清无码一区
|
精品欧美一区二区3d动漫
|
日本又黄又无无遮无码视频
|
日韩免费中
|
国产一精品
|
韩国AV一区
|
www黃色|
午夜精品偷拍
|
在线观看黄频
|
在线观看成人网站
|
无码专区一区
|
久久综合字幕
|
牛牛影视精品一区二区在线看
|
公粗挺进了我的密道在线播放贝壳
|
六月成人
|
国产三级多多影院
|
国产婷婷综合在线视频中文
|
激情图片在线
|
国产激情在线
|
欧美一级久久久久久久大片
|
一级中文字幕
|
日本色免费
|
日本强伦姧人妻无码视频
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
狼人干视频|
福利姬秘入口
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
激情图片在线
|
日韩成人精品
|
免费国产黄网站在线看品善网
|
欧美v日韩
|
日韩免费一级
|
日韩大片在线
|
狠狠的撸2014最新版
|
欧美性爱1页
|
色猫咪导航
|
亚洲色综合中文字幕在线
|
波多野结衣全集在线观看
|
国产无码午夜
|
漂亮少妇啪啪高潮大叫小说
|
人人看人人爽
|
久久综合丁香
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
无码三级在线
|
www国产|
狠狠色丁香久久婷婷
|
韩国午夜大片伦理片|韩国午夜剧场|韩国午夜理伦|韩国午夜理伦三级|韩国午夜理论0|韩国午夜理论电影|韩国午夜理论片|韩国午夜理论三级好看
|
国产黄色大片
|
中文字幕2区
|
日韩午夜免
|
国产视频福利
|
人人爱人人爽
|
伊人狼人干
|
久久天天综合
|
久久精品国产色欲A片小说
久久精品国产亚洲AV麻豆
|
国产在线无码不卡影视影院
|
国色天香网
|
欧美性潮喷
|
最近最好看2019年中文字幕
|
91人人干
|
人妻出轨AV|
欧美性爱肏屄
|
A片黄色网址
|
国产精品1卡二卡三卡四卡乱码
|
国产成人精品视频
|
亚洲一码网站
|
欧美一级久久久久久久大片
|
日韩激情电影
|
日韩午夜网站
|
欧美性爱肏屄
|
欧美高清一区二区三区
|
97资源超碰
|
日日夜夜干|
黄色av观看
|
日韩国产欧美
|
老湿体验区
|
欧美成人亚洲综合精品欧美激情
|
老湿机网站
|
久久婷婷无码欧美日韩
|
偷拍第5页
|
日本色XXX|
在线第一页
|
日韩经典在线
|
欧洲一卡2卡三卡4卡网站国色天香
|
欧美精品毛片久久久久久久
|
日本道专区无码中文字幕
|
激情小说亚洲
|
三级小说中
|
国产在线无码不卡影视影院
|
91久久国产
|
福利手机电影
|
狠狠亚洲丁香综合久久
|
日本精品人妻
|
欧洲一卡2卡三卡4卡网站国色天香
|
性裸交A片一区二区三区
|
黄色网av|
91免费在线|
午夜精品网站
|
东京热力无码
|
亚洲欧美色综合影院
|
性欧美丰满xxxx性久久久
|
国产mba
|
欧美另类性爱
|
成人伦理动
|
亚洲日韩aⅴ在线视频
|
国产产乱码一二三区别免费
|
男女激情网站
|
91精品福
|
伊人涩涩爱|
狠狠插狠狠干
|
深夜福利影视
|
国产成人啪午夜精品网站男同
|
日韩精品一二
|
国产乱子仑
|
国产91欧美
|
国产精品一页
|
国产精品人妻99一区二
|
久草福利视频
|
家庭教师波多野结衣在线观看
|
福利国产在线
|
久久久久免费精品国产小说
|
日本香港三级和澳门三级
|
久久婷婷无码欧美日韩
|
夜夜操夜夜爽
|
久久久久久久久久久久福利
|
在线欧美 精品 第1页
|
天天摸天天操
|
成年在线观看免费高清完整版视频
|
国产三级成人
|
91精品网站天堂系列在线播放
|
亚洲国产免费
|
一本大道香蕉在线资源
|
综合五月天
|
91视频污|
日本又黄又无无遮无码视频
|
91成香蕉|
久久99精品久久久久久首页
|
性爱自拍视频
|
国产成人啪午夜精品网站男同
|
岛国一级a
|
91国内精品|
国产成在线
|
激情图片小说
|
麻豆操逼网站
|
漂亮少妇啪啪高潮大叫小说
|
国产乱伦网站
|
福利视频日韩
|
公粗挺进了我的密道在线播放贝壳
|
日韩欧美变态
|
欧美一级久久久久久久大片
|
爱豆传媒影院
|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
激情综合五月
|
中文乱伦一区
|
四虎综合九九色九九综合色
|
狠狠干狠狠艹
|
深夜福利资源
|
国精产品一区一区三区M
|
激情文学亚洲
|
国产精品久久久久三级
|
91香蕉成人免费网站
|
无码日韩精品一区二区免费
|
日本G奶乳液汁|日本h视频|日本sod|日本wwwxx|日本www高清|日本www在线|日本xx18护土|日本xxbb
|
人妻丰满精品一区二区A片
人妻换人妻AA视频
人妻激情综合久久久久蜜桃
|
av无码免费|
人人摸人人干
|
久久99精国产一区二区三区四区
|
日韩国产亚洲
|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
色婷在线|
黄色网页在线免费观看
|
成人无码T髙潮喷水A片小说
|
久久久精品国产免费A片胖妇女
|
欧美噜噜噜
|
大胆日本无码一区二区
|
日韩欧美理
|
欧美伦理三级
|
四虎最新网站
|
日本黄页网址
|
岛国在线观看
|
91自拍视频|
欧美综合性爱
|
日本人妻乱码
|
www老湿机|
黑料不打烊668SU痞幼视频
|
最近最好看2019年中文字幕
|
欧美伦理三级
|
毛片免费观看
|
激情综合区
|
www偷拍|
中文字幕99|
亚洲福利电影
|
五月成人激情
|
女人18毛片水真多免费播放
|
免费看成人AA片无码视频羞羞网
|
麻豆爱爱网站
|
日韩成人二区
|
黄色毛片免费
|
婷婷精品国产亚洲AV在线观看
|
日韩激情图片
|
2019最新久久久视频精品
|
成人免费乱|
免费看的一级毛片
|
自拍偷拍5
|
欧美一级视频在线观看
|
精品免费一区
|
日韩城人网站
|
日本又黄又无无遮无码视频
|
你懂的国产精品
|
国产剧情无码
|
99国内自产精华
|
少妇激情aV|
国产一级特黄高清免费下载
|
美女爆乳网站
|
激情文学网址
|
三级成人影院
|
扒开粉嫩的小缝喷出水
|
金典三级在线
|
黑人巨大 xxxxxxx
|
91秘入口
|
被两个同桌绑起来玩乳动态gif
|
二区免费视频
|
三级特黄视频
|
A片扒开双腿猛进入免费观看
|
亚洲欧美色综合影院
|
国产精品永久免费视频观看
|
激情小说亚洲
|
精品一区二区三区的国产在线观看
|
日屄的视频
|
中文娱乐久久
|
韩日精品一区
|
麻豆免费观看高清完整视频
|
日韩午夜电影
|
东京热www
|
女同变态另类
|
日韩精选视频
|
91av网址
|
善良的小峓子在线高清免费观看完整中文版
|
被黑人强到高潮喷水A片
|
久草福利视频
|
日本道专区无码中文字幕
|
在线无码不卡
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
爽爽影院在线
|
成人日韩在线
|
成人开心网
|
国产无套内射又大又猛又粗又爽
|
久久综合官网
|
午夜男女爽|
最新国产精品精品视频
|
乱码中字在线观看一二区
|
午夜影院男女
|
日韩精品综
|
国产女人视频
|
91欧美视频
|
日韩另类在线
|
美国一级大黄一片免费的网站
|
成人亚洲在线观看|成人亚洲在线视频|成人亚洲中文娜娜啪|成人亚洲自拍|成人一级大片|成人一级电影|成人一级视频|成人一级网站
|
日韩福利在线
|
波多野结衣强奷系列在线观看
|
免费看搡女人的视频
|
大胆日本无码一区二区
|
偷拍激情网
|
91免费官网
|
成人无码T髙潮喷水A片小说
|
狼人久久伊人
|
校园黄乱色伦短篇小说
|
四虎最新地址
|
超碰人干人
|
在线不卡国产
|
国产网站在线
|
日韩一级欧
|
日韩精品国
|
日韩精品成
|
成人免费乱
|
a级毛片黄|
深夜福利姬
|
日韩视频91|
人妖精品在线
|
亚洲欧美日韩在线观看一区二区三区
|
一本大道香蕉在线资源
|
福利电影网|
内射美女网
|
岛国av免费
|
风韵丰满熟妇啪啪区老老熟女百度
|
成人午夜看|
日韩性爱网址
|
美国毛片aa
|
天天综合网色中文字幕
|
国产区第一页
|
91福利合集
|
成年在线观看免费高清完整版视频
|
91免费观
|
一级中文字幕
|
成人国产免费
|
日韩午夜激情
|
日日操夜夜
|
国内精品乱伦
|
国产剧情无码
|
天天夜夜啦啦啦
|
国产大片黄
|
午夜黄色影院
|
日韩精品无码一区二区免费A片
|
日韩成人激情
|
av岛国小电影在线观看
|
88av视频在线
|
免费看A级
|
日韩精品一区
|
日韩经典在线
|
国产精品AV无码免费播放
|
福利第一页|
五月激情天
|
欧美夜夜夜
|
久久99精品久久久久久久不卡
|
91直播官网|
国产91无毒不卡在线观看
|
手机在线观看网站免费视频
|
日韩二三区
|
成人自偷拍一区二区
|
韩国午夜大片伦理片|韩国午夜剧场|韩国午夜理伦|韩国午夜理伦三级|韩国午夜理论0|韩国午夜理论电影|韩国午夜理论片|韩国午夜理论三级好看
|
激情另类综合
|
午夜无码国产
|
日本xxxbbb0oo|
大胆日本无码一区二区
|
国产精品探花一区在线|国产精品天干天干在线|国产精品网在线观看|国产精品无码嫩草免费|国产精品无码天堂av|国产精品无码亚洲|国产精品系列在线观看|国产精品亚洲aⅴ片
|
午夜日韩福利
|
欧美伦理三级
|
成人羞羞网站
|
六月丁香婷婷激情
|
在线天堂资源
|
白丝双马尾被
|
欧美成在线
|
日韩在线观看
|
阿v天堂2018在无码
|
精品欧美一区二区3d动漫
|
一色桃子中文字幕人妻熟女作品
|
www日本色
|
免费看欧美日韩一区二区三区
|
亚洲伊人色综合网色欲WWW
|
91蜜桃网|
国产精品自在拍在线播放
|
A片免费网址
|
激情综合网站
|
一本久道久久综合婷婷五月
|
国产特级毛片AAAAAAA高清
|
日韩视频在
|
国产精品无码AV天天爽色欲
|
把腿张开看老子臊烂你免费
|
午夜手机视频
|
国产人妻午夜无码AV天堂
|
天堂网在线看
|
五月丁香六月
|
黄色网址分享
|
女人18毛片水真多免费播放
|
国产女同调教
|
贵州美女一级纯黄大片
|
激情另类综合
|
欧美日韩三区
|
最新日韩无码
|
国产精品综合AV一区二区国产馆
|
夜夜操夜夜操
|
深夜福利姬
|
把腿张开JI巴CAO死你H教室
|
日韩综合区
|
丰满少妇69|
成年在线观看免费高清完整版视频
|
成人A免费看
|
六月成人|
日韩午夜影院
|
牛牛在线视频
|
免费看到湿的小黄文软件APP
|
欧差视频aa
|
91免费在线
|
福利视频欧美
|
国产无码影视
|
国产成人啪午夜精品网站男同
|
亚洲天堂影院
|
久久九九国产
|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
婷婷日日夜夜
|
亚洲午夜无码毛片AV久久久久久
|
求A片网址
|
日韩v在线
|
在线天堂在线
|
纯肉高H啪短文合集
|
91电影视频
|
午夜福利色色
|
人人妖欧美
|
欧美国产精品
|
福利理论电影
|
老司机天堂
|
三级网址视频
|
丝袜中文在线
|
肉肉高文干翻天
|
午夜亚洲国产理论片二级港台二级
|
午夜精品久久久久久久第一页
|
无码动漫网站
|
成人免费无码
|
乱伦熟女视频
|
极品国产链接
|
人人妖欧美
|
性色香蕉AV久久久天天网
|
亚洲综合系列
|
日韩欧美久爱
|
日韩欧美一级
|
久久综合丁香
|
国产色情视频
|
色播亚洲视频在线观看
|
97碰人人操|
最新国产三级
|
天天综合网色中文字幕
|
无码专区一区
|
日日日干干干
|
99久久999久久久综合精品涩
|
A片免费网址
|
日本高清一区二区三区无码
|
亚洲国产影院
|
国产成人精|
国产丝袜一区
|
国内自拍一区
|
国产内射传媒
|
欧美日韩精选
|
免费A片国产毛无码A片樱花
|
欧美视频网站
|
午夜精品网站
|
中文在线免费不卡视频
|
99在线在线视频免费视频观看
|
国产激情无码激情A片免费软件
|
午夜福利写真
|
日韩高清专区
|
激情图片小说
|
免费真实播放国产乱子伦
|
成人ab片|
中文乱伦一区
|
国产资源一区
|
篠崎かんな黑人解禁粗暴
|
久久国产香蕉视频
|
国产精品一二
|
黑料不打烊668SU痞幼视频
|
无套内射毛片
|
国产97色色
|
日韩精品一站
|
麻花传媒视频
|
精品久久久久香蕉网
|
国产午夜精品AV一区二区麻豆
|
动漫精品一区
|
无码激情做A爰片毛片A片日本
|
91黑丝高跟|91黑丝美女|91黑丝视频|91黑丝在线|91户外露出|91华人在线|91黄瓜视频|91黄软件
|
四虎影视在线看免费完整版
|
3d动漫精
|
国产又色又爽又黄的A片
|
欧美三级网址
|
高清无码三区
|
日韩精品网
|
免费欧美精品
|
狠狠干狠狠操
|
91日本中
|
色综合五月激情综合色一区
|
久久精品亚洲一区二区三区浴池
|
91尤物在线
|
五月丁香综合
|
G0GO人体大尺香蕉
|
丰满少妇A|
18禁网站
|
国内自拍2
|
自拍在线观看
|
天天做天天干
|
亚洲天堂视频在线免费观看
|
女人18毛片水真多免费播放
|
夜夜操狠狠干
|
久久九九少妇免费看A片
|
精品国产乱码久久久久久夜深人妻
|
家庭教师波多野结衣在线观看
|
最新三级网站
|
狼友永久视频
|
国产欧美日韩一区二区三区在线
|
91看影院|
日韩激情欧美
|
国产视频高清
|
亚洲激情图片
|
日本高清免费不卡在线播放
|
日韩欧美网址
|
91日本在线|
国产三级网址
|
日韩国产在线
|
91精品成人|
91色窝窝
|
精品美女国产互换人妻
|
日本欧美日韩
|
一区二区播放
|
久久国产精品一区免费下载
|
在线国产不卡
|
岛国无码精品
|
免看一级a|
日本三级大片
|
欧美成人视频
|
高清A级毛片
|
中日韩三级片
|
把腿张开看老子臊烂你免费
|
97色情在线观看免费高清
|
日本天堂无码
|
午夜少妇在线观看视频
|
日本中文影院
|
亚洲国产日韩一区二区A片
亚洲国产日韩制服在线观看
|
午夜福利成人
|
天天干天天干
|
米奇777色狠狠8888影视
|
91看影院
|
自拍视频99
|
成人开心网
|
国产人妻午夜无码AV天堂
|
福利网导航
|
精品日韩一区
|
日韩系列3
|
日本三级电影在线看
|
麻豆AV在线
|
最新无码网站
|
日韩免费看
|
4虎影院网址大全
|
韩国午夜大片伦理片|韩国午夜剧场|韩国午夜理伦|韩国午夜理伦三级|韩国午夜理论0|韩国午夜理论电影|韩国午夜理论片|韩国午夜理论三级好看
|
成人97超碰
|
国产天天在线
|
黄色网页在线免费观看
|
成人ab片
|
欧美在线a
|
久久久中日AB精品综合
|
日韩精品日
|
在线欧美日韩
|
日韩欧美偷拍
|
91露脸熟女|
四虎在线视频
|
超碰人人人|
高清不卡伦理电影在线观看
|
97色情在线观看免费高清
|
成人视频网
|
日韩欧美视频
|
嫩草Av91|
久久中文字幕无码A片不卡古代
|
农村真实夫妇屋内自拍视频
|
韩国青草视频19禁福利
|
无码精品AV久久久免费
|
成人国产不卡
|
亚洲图片你懂得
|
三级免费看
|
人人干夜夜操
|
四虎影视在线看免费完整版
|
夜夜干夜夜看
|
天天躁了天天躁了天天躁
|
国产精品性爱
|
色综合视频一区二区
|
亚洲人成一区
|
91在线不卡
|
足交在线播放
|
97超碰免费
|
男女裸体AAAAA片
|
老司机天堂
|
精品国产乱码
|
人妻丰满精品一区二区A片
人妻换人妻AA视频
人妻激情综合久久久久蜜桃
|
日韩精品综合
|
在线播放福利
|
全肉的色情小說
|
日韩伦理无码
|
日韩中文字
|
欧美精品1区
|
亚洲激情偷拍
|
日韩系列在线
|
91尤物在线|
国产原创精品
|
影音先锋色情AV在线看片
|
年年操夜夜肏
|
五月激情天
|
美女黄色18
|
老司机午夜免费福利
|
精品视频在线
|
风骚扰物美女图片20p
|
日韩小电影
|
欧美乱伦精品
|
91精品欧|
亚欧视频在线观看
|
国产中文字幕视频在线观看
|
日本色www|
国产精品蜜臀
|
中文字幕中文字幕在线
|
国产精品久久久久毛片真精品
|
日韩性爱网址
|
日韩欧美t
|
日韩精品A区
|
丁香五月综合
|
亚洲午夜无码毛片AV久久久久久
|
另类老熟女
|
亚洲 日韩 另类 天天更新
|
国产成人精品午夜福利在线播放
|
国内自拍1
|
欧美在线网
|
福利在线网址
|
国产尤物在线
|
在线精品国精品国产不卡
|
丝瓜app汅api免费丝瓜在线下载
|
中年国产丰满熟女乱子正在播放
|
日韩动漫国产
|
国产成人精品午夜福利在线播放
|
91视频福利
|
老湿机看片
|
国产黄色片
|
亚洲精品久久久久久久蜜臀老牛
|
人人插97|
最新国产一区
|
国产又硬又粗进去好爽A片软件
|
97干在线|
日本午夜精品一区二区三区电影
|
欧美一级视频在线观看
|
中文 有码 亚洲 自拍 偷拍
|
免费观看又色又爽又黄的校园
|
日韩精品无码一区二区免费A片
|
福利姬下载
|
88av视频在线
|
爱欲91在线
|
国产精品自在拍在线播放
|
一区二区三区成人A片在线观看
|
含羞草资源成人影院|含羞草最新版本|含羞忍辱的保洁员|韩国av|韩国伦理|韩国三级|韩国三级电影|韩国三级完美搭档
|
无码日韩精品
|
宅福利导航
|
午夜成人激情
|
亚洲国产成人久久三区
|
国产线路一
|
国产色情视频
|
欧美午夜精品一区二区蜜桃
|
日韩无码观看
|
91精品网
|
国产成人精品午夜福利在线播放
|
涩涩97
|
被黑人强到高潮喷水A片
|
黄色毛片免费
|
欧美三级网址
|
91资源在线
|
成人免费a
|
亚洲精品久久久久久久蜜臀老牛
|
美女国产精品
|
亚洲激情区
|
av加勒比
|
国产精品1区
|
在线精品自拍
|
精品免费囯产
|
国产精品久久久久久
|
三级在线观看
|
日韩国产专区
|
本道久久综合
|
无码高潮又爽又黄A片软件
无码激情做A爰片毛片A片日本
|
欧美v日韩|
无码欧美毛片一区二区三
|
国语精品对白
|
日韩乱码人|
国产日韩成人
|
午夜精品导航
|
99爱在线精品视频网站
|
男女激情网站
|
日本色www
|
久草福利视频
|
福利姬秘入口
|
天天想夜夜操
|
天天躁了天天躁了天天躁
|
91白丝喷水
|
91干逼电影|
日韩无毛三级
|
精品成人|
国产精品久久久久无码AV色戒
|
高清国产一级精品毛片基地
|
在线影视网站
|
精品一区二区三区的国产在线观看
|
6080yyy午夜理论A片app
|
在线午夜成人
|
瑟瑟网站免费网站入口
|
天天操夜夜艹
|
欧美一区二区
|
免费观看A级
|
日本无码免费一区二区不卡的视频
|
波多野亚洲中
|
免费毛片a
|
午夜精品导航
|
亚洲一区性
|
国产资源视频
|
亚洲国产免费
|
一起探恋爱综艺在线观看第八期
|
亚洲拍拍拍
|
成年男人裸j免费网站
|
日韩变态另类
|
日韩福利视频
|
超碰97干|
西西人体大胆牲交PP6777
|
日本色www
|
国产a视频|
婷婷深爱五月
|
日韩精品综合
|
日韩一中文字
|
成人亚洲综|
日韩一级在线
|
自拍在线视频
|
欧美成人亚洲综合精品欧美激情
|
91视频专区
|
日本www色|
国产无套内射又大又猛又粗又爽
|
亚洲资源在线播放
|
麻豆爱爱网|
日逼网站视频
|
国模吧一区二
|
91免费资源|
日韩亚洲专
|
福利视频欧美
|
三级片A片
|
亚洲狠狠撸
|
国产无码高清
|
蜜桃AV蜜臀AV色欲AV麻
|
足交在线玉足
|
波多野结衣中文字幕一区二区
|
在线观看免费视频污网站
|
亚洲色熟偷拍视频在线
|
国产亚洲色情
|
国产足交在线
|
日韩剧完整
|
丁香五月网站
|
97小视频|
国产理论片
|
国产线路一
|
手机在线观看网站免费视频
|
五月婷婷丁香
|
91在线观看
|
最新国产网站
|
国产精品黄
|
最近韩国日本免费观看MV免费版
|
久草资源部
|
丁香六月天|
国产美女网站
|
久久综合官网
|
2024国精产品一二二线精华液
|
亚洲男人天堂2018av
|
国产精品一区二区AV白丝在线
|
能看的黄色网
|
日韩激情合集
|
亚洲国产成人久久
|
欧美性性性
|
日韩一本在线
|
成人片观看?
|
亚洲偷怕自拍
|
熟女泄火一区二区三区在线
|
91精品视频
|
国产精品大全
|
夜夜操夜夜干
|
日本高清免费毛片大全
|
色综合视频一区二区
|
成人伦理动|
日韩高清免费
|
免费真实播放国产乱子伦
|
高清无码三区
|
日本www色
|
中国国产精品
|
俺去也伦理片
|
国产精品边做奶水狂喷小说
|
欧美性受bbbxxx
|
亚洲色老头
|
午夜副利电影手机高清在线直播app下载
|
91原创视频
|
日屄视频播放
|
日屄视频网站
|
91视频天堂
|
岛国在线观看
|
日韩黄色一级视频
|
在线午夜成人
|
国产精品乱码
|
久久久久免费精品国产小说
|
日韩精品免|
国产性交影院
|
天美传媒国产今日推荐
|
国产精品乱伦
|
午夜男女视频
|
免费看成人AA片无码视频羞羞网
|
www日本色
|
欧洲精品欧美精品
|
激情国产在线
|
97在线成人|
国产精品20247人妻精品冫
|
久久91综合国产91久久精品
|
性欧美大战久久久久久久野外黑人
|
日韩精品免
|
日韩经典三级
|
国产无码小说
|
国产激情偷拍
|
韩国午夜大片伦理片|韩国午夜剧场|韩国午夜理伦|韩国午夜理伦三级|韩国午夜理论0|韩国午夜理论电影|韩国午夜理论片|韩国午夜理论三级好看
|
亚洲性无码
|
黑人一区二区
|
91大屁股
|
黄网观看|
丰满少妇69
|
亚洲无码A区|
欧美性爱动态
|
亚洲国产日韩制服在线观看
|
老熟女毛茸茸
|
婷婷精品国产亚洲AV在线观看
|
高清无码毛片
|
午夜福利色色
|
亚洲福利电影
|
91网站入口
|
第一福利在线
|
性爱在线网站
|
亚洲国产一
|
亚洲三级无码经典三级
|
91香蕉成人免费网站
|
欧美孕妇一区
|
欧美日本中文字幕
|
无码影视在线
|
在线影视网站
|
我替清水文男主们开荤H
|
人人舔人人爱
|
老熟妇毛茸茸
|
黄色三级毛片
|
成人免费视频
|
日韩成人精品
|
成人午夜A片
|
全黄H全肉短篇禁乱
|
欧韩日喷水|
波多野结衣全集在线观看
|
福利视频午夜
|
日韩激情网站
|
91人人操
|
亚洲精品高清国产一线久久97
|
亚洲色综合中文字幕在线
|
日韩高清在线中文字带字幕
|
亚洲激情网|
家庭教师波多野结衣在线观看
|
国产又黄又大
|
日本高清免费aaaaa大片视频
|
亚洲 日韩 另类 天天更新
|
国产1区2区三区不卡
|
97色涩|
日本一本不卡
|
日韩国产在线
|
国产h片在线
|
激情小说亚洲
|
亚洲国产日韩欧美视频二区
|
欧美孕妇乱大交xxxx
|
国产精品男女
|
天堂网在线看
|
日韩午夜精|
8050午夜一级全黄毛片
|
a级毛片黄
|
欧美亚洲日韩国产在线在线
|
在线观看日韩
|
无限观看韩国动漫免费观看大全
|
日韩乱码人
|
啊灬啊别停灬用力深视频
|
人人草超碰
|
www偷拍|
成人国产一
|
欧美精品综合
|
日韩日屄视频
|
免费黄色小网站
|
国产精品大全
|
三个老外与一女做爰A片
|
日本高清免费aaaaa大片视频
|
国内精品乱伦
|
国模吧AV|
91人妻网
|
伦理片在线线看手机版韩国
|
国产黄色av
|
丰满少妇A
|
欧美一级特黄刺激爽大片
|
熟女肥臀白浆大屁股一区二区
|
自拍偷拍综合
|
亚洲A片无码一区二区蜜桃
亚洲A片无码一区二区蜜桃久久
|
四房色婷婷
|
亚洲色熟偷拍视频在线
|
www东京热
|
色 五月|
在线观看电影
|
A片视频网址
|
精品视频在线
|
免费三级国产
|
日韩欧美一
|
日韩伦理影院
|
国内一二三区
|
一A级成人免
|
日韩无码中字
|
(4)壓縮空氣壓力不足
,沒達(dá)到設(shè)定值,起不到對(duì)冷卻水的吹掃和密封唇的冷卻效果。1.3解決方案
(1)規(guī)范安裝要求
,把輥箱面板、八字型面板、輥箱與錐箱的結(jié)合面的平面度納入安裝操作規(guī)程;對(duì)八字型面板的保持架、八字型面板與輥箱面板的結(jié)合面等進(jìn)行研磨處理和平面度檢測(cè);拋油環(huán)安裝前仔細(xì)檢查是否有局部變形或殘留物存在,裝配過程中嚴(yán)禁用金屬工具敲打;安裝雙唇密封件時(shí)應(yīng)注意八字型面板的保持架與雙唇密封件骨架是否松動(dòng),然后同時(shí)加壓,直至將其安裝到位;嚴(yán)禁敲打雙唇密封件的唇邊。(2)改進(jìn)雙唇密封件的材質(zhì)和優(yōu)化
,嚴(yán)格結(jié)構(gòu)尺寸, 控制好雙唇密封件的唇口過盈量,保證密封的使用壽命。(3)加強(qiáng)對(duì)壓縮空氣壓力的控制,確保壓力在規(guī)定范圍之內(nèi)
,并定期對(duì)氣管進(jìn)行疏通,保證管路通暢。(4)制定輥箱的裝配工藝標(biāo)準(zhǔn)
、裝配清潔要求及備件定期更換制度,加強(qiáng)對(duì)備件的質(zhì)量把關(guān)和測(cè)量工作。2
、輥環(huán)碎裂2.1事故原因分析
(1)輥環(huán)鎖緊裝置鎖緊不到位
,輥環(huán)松動(dòng),導(dǎo)致輥環(huán)與輥軸發(fā)生相對(duì)轉(zhuǎn)動(dòng)。高速旋轉(zhuǎn)摩擦產(chǎn)生大量的熱量 ,造成輥環(huán)碎裂
。
(2)輥環(huán)冷卻水壓力不足,流量不夠
,輥環(huán)降溫不及時(shí)
,一直處于高溫狀態(tài),加速軋槽老化,從而產(chǎn)生裂痕。
(3)輥環(huán)因堆鋼、輥身受高溫烘烤
,未降溫就投入生產(chǎn)。高溫輥環(huán)突然被冷卻水噴射,內(nèi)外受熱不均導(dǎo)致輥環(huán)碎裂
。(4)輥環(huán)在制造時(shí)存在內(nèi)部缺陷
,也是引起輥環(huán)碎裂的原因之一。2.2輥箱解決方案
(1)規(guī)范輥環(huán)安裝操作
,清洗錐套、軋輥軸,避免兩者接合面有油污、雜質(zhì);下線的錐套和輥軸必須測(cè)量錐度;不合格的錐套和輥軸禁止上線使用。(2)定期疏通冷卻水塊的噴孔
,避免堵塞;保證供水壓力不能低于設(shè)定值,并增加聲光報(bào)警裝置,密切關(guān)注水壓和流量。(3)因事故輥環(huán)受高溫烘烤后要自然降溫
,禁止開冷卻水降溫。如因生產(chǎn)急需,可更換新輥環(huán),降低產(chǎn)線停機(jī)時(shí)間。3
、結(jié)語(yǔ)冷軋連續(xù)退火機(jī)組結(jié)合生產(chǎn)實(shí)際
,維護(hù)改造容易造成質(zhì)量缺陷的關(guān)鍵設(shè)備,優(yōu)化完善關(guān)鍵工序工藝,全面改善了冷軋產(chǎn)品表面質(zhì)量。來源:網(wǎng)絡(luò)
(版權(quán)歸原作者或機(jī)構(gòu)所有)

Copyright © 2023 河北誠(chéng)石軸承有限公司
湘ICP備19023951號(hào)-2
技術(shù)支持:佰聯(lián)軸承網(wǎng)